
O
ur last newsletter covered our Quality Department. Phase 5 is focused on our Core Department. The core department is just that. Certain castings require a “hole or opening” in the inside. What the core department does is make those forms or core so when the iron is poured into the mold, the “core,” which is made out of sand among other things, melts away and there is now a “hole or opening” of a specific size or shape inside the mold. Cores come in various shapes and sizes from very large to very small. They are very delicate. We have several core machines: 6 Beardsley and Piper shell machines, 6 Gaylord Isocure core machines and 3 Laempe Isocure machines, with room to add more core machines in the future. Cores can also require other manipulation prior to use. They may need to be assembled and/or dipped. They also require cleaning after they are made. Another important job in the core room is setup/box changer. The core department is a very important part of the casting making process. There are approximately 20 core room employees on dayshift and 10 on night shift at any given time.

 Greg Vandine is the day shift core room supervisor. He has been employed at Benton Foundry for nearly 28 years. The majority of his time has been spent in the core department. He is one of the three Vandine brothers that are supervisors at Benton Foundry. Greg and his wife Mandy live in the Picture Rocks area. They have two sons and three grandchildren.
Greg Vandine is the day shift core room supervisor. He has been employed at Benton Foundry for nearly 28 years. The majority of his time has been spent in the core department. He is one of the three Vandine brothers that are supervisors at Benton Foundry. Greg and his wife Mandy live in the Picture Rocks area. They have two sons and three grandchildren.
Amanda Hartman is the day shift assistant core room supervisor. She has been employed for 14+ years. Amanda attended classes and received an associate degree in Automated Manufacturing Technology while employed at Benton. She was the Honor graduate of her class. Amanda lives in the Benton area and has a daughter, Payton.
 Jim Tumolo is the night shift core room supervisor. He has been employed at Ben-ton Foundry for nearly 3 years. Prior to coming to Benton, Jim worked at Cheetah Chassis for many years. Jim and his wife Sherri live in the Orangeville area. They have five children and six grandchildren. In his spare time, Jim enjoys hunting, fishing, landscaping and working in his garage.
Jim Tumolo is the night shift core room supervisor. He has been employed at Ben-ton Foundry for nearly 3 years. Prior to coming to Benton, Jim worked at Cheetah Chassis for many years. Jim and his wife Sherri live in the Orangeville area. They have five children and six grandchildren. In his spare time, Jim enjoys hunting, fishing, landscaping and working in his garage.
Andy Spencer is the night shift assistant core room supervisor. He has been employed by Benton Foundry for over 25 years. Andy has had various jobs in various departments over the years. He has worked in molding, in the Pattern Shop, in the grinding department, even becoming Assistant Grinding Supervisor and now in the core department. He and his wife Amy live in Shickshinny. He has three children and one grandson.
The next phase will cover the Molding Department.
K
noebels Amusement Resort is celebrating its 100th anniversary in 2026, marking a century since its beginnings as a swimming hole and picnic grove in 1926. The celebration features a special event weekend from July 3–5, 2026, with a parade, ceremonies, and surprises, honoring a “century of fun” as America’s largest free-admission park. Events focus on celebrating family traditions, the evolution from a 1920s picnic spot to a modern park, and the fourth/fifth-generation family ownership. Take a trip to Knoebels this year to help celebrate! Located at 391 Knoebels Boulevard (Route 487) in Elysburg, Pennsylvania.
~ https://knoebels.com/events/100th-anniversary-celebration/
W
e would like to welcome three new faces to Benton Foundry.
David Schultz—Human Resources Manager. David joins Benton Foundry with a background in Human Resources leadership across manufacturing and other operationally complex environments. He has supported multi-site, safety-sensitive, and highly regulated operations, with experience in policy development, compliance, employee relations, talent acquisition, leadership coaching, and workforce planning. Throughout his career, David has partnered closely with operations leaders to build structured HR systems that align workforce strategy with safety, performance, and production goals.
A strong focus of David’s work has been training and workforce development. He has implemented structured onboarding programs, compliance-based training systems, and frontline leadership initiatives designed to strengthen accountability and organizational capability. As he begins his role at Benton Foundry, he looks forward to learning the technical aspects of the operation while contributing his experience in building practical, disciplined, and performance-focused workplace systems.
 David Klinger—Maintenance Manager. Dave has worked in various manufacturing leadership roles over the past decade. He graduated from Penn State University with a degree in Mechanical Engineering. “I’m happy to bring my experience to Benton Foundry and continue to learn more from the experienced folks here.” Dave lives in the Benton area with his wife Christine. In his free time, he enjoys going on adventures with his wife, fishing and painting.
David Klinger—Maintenance Manager. Dave has worked in various manufacturing leadership roles over the past decade. He graduated from Penn State University with a degree in Mechanical Engineering. “I’m happy to bring my experience to Benton Foundry and continue to learn more from the experienced folks here.” Dave lives in the Benton area with his wife Christine. In his free time, he enjoys going on adventures with his wife, fishing and painting.
 Mason Smith—Outside Salesman. Mason is originally from the Midwest. He is a graduate of Missouri University of Science and Technology with a BS in Mechanical Engineering. He and his wife moved to northeastern Pennsylvania from Indianapolis. His wife is a NEPA native and they now reside near her hometown of Montrose, PA. An engineer by training, Mason decided to take the leap into casting sales after spending time in the heavy equipment, aerospace, and diesel performance industries. In his free time, he enjoys hunting, fishing, and working at the family farm.
Mason Smith—Outside Salesman. Mason is originally from the Midwest. He is a graduate of Missouri University of Science and Technology with a BS in Mechanical Engineering. He and his wife moved to northeastern Pennsylvania from Indianapolis. His wife is a NEPA native and they now reside near her hometown of Montrose, PA. An engineer by training, Mason decided to take the leap into casting sales after spending time in the heavy equipment, aerospace, and diesel performance industries. In his free time, he enjoys hunting, fishing, and working at the family farm.


V
olunteers from North Mountain Volunteer Fire Company visited Benton Foundry on February 24, 2026. They got an overview of our operation in the training room then took a tour through the foundry for a more hands-on/in-depth look. As with most manufacturing facilities, there can be safety hazards around every corner, especially if it is unfamiliar territory. Being prepared for emergencies is key to saving lives and minimizing damage to property. Also reviewed was the dry hydrant across the street on Benton Foundry’s pond.
The Benton Foundry personnel providing the training and foundry tour were David Schultz, Human Resources Manager; Kevin Trychta, Safety Manager and Trevor Kinsey, EMT and fellow volunteer fireman.
Thank you to those who took time out of their day to attend the training and tour. We hope you gained some knowledge about the foundry business and what exists right here in your area.
R
icketts Glen State Park is one of the most scenic areas in Pennsylvania. This large park is comprised of 13,193 acres in Luzerne, Sullivan, and Columbia counties.
 Ricketts Glen State Park is named for Robert Bruce Ricketts.
Ricketts Glen State Park is named for Robert Bruce Ricketts.
At the outbreak of the American Civil War in 1861, Robert Bruce Ricketts enlisted as a private in the U.S. Army. Fighting for the Grand Army of the Potomac, Ricketts led Battery F during the Battle of Gettysburg. Ricketts swiftly moved up in the ranks and when the war end-ed, was discharged a colonel.
In 1868, Colonel R. Bruce Ricketts bought land in northeast Pennsylvania to timber it. Fishermen exploring the lower reaches of Kitchen Creek discovered waterfalls. Explorations revealed that two branches of Kitchen Creek cut through deep gorges in a series of waterfalls then united at Waters Meet and flowed through a glen among giant pines, hemlocks, and oaks. Colonel Ricketts built trails to the area of the waterfalls, which came to be known as the Glens Natural Area.
A member of the Wyoming Historical and Geological Society, Col. Ricketts named many of the waterfalls after American Indian tribes. He also named waterfalls for his friends and family.
The lower glen came to be called Ricketts Glen. Many of the magnificent trees in this area are more than 300 years old. Diameters of almost four feet are common and many trees tower to 100 feet in height. The area is the meeting ground of the southern and northern hardwood types, creating an extensive variety of trees.
Colonel Ricketts at one time owned outright or controlled more than 80,000 acres of land in this area. His heirs, through the Central Penn Lumber Company, sold 48,000 acres to the Pennsylvania Game Commission from 1920-24. This left them with more than 12,000 acres surrounding the Ganoga Lake, Lake Jean, and Glens area.
Although the area was approved as a national park site in the 1930s, World War II brought an end to this plan for development. In 1942, the heirs sold 1,261 acres, the Falls and Glens area, to the Commonwealth of Pennsylvania for a state park.
Additional purchases from Colonel Ricketts’ son, William Ricketts, in 1943 and 1949, resulted in a park nucleus of approximately 10,000 acres of former Ricketts holdings. Additional purchases from other individuals brought the park to its present size.
Recreational facilities first opened in 1944. During 1950, the former Department of Forests and Waters replaced Lake Jean Dam with a larger, earthen dam, which combined Lake Jean with Mud Pond, creating the current 245-acre lake. Other facility improvements and constructions have been done over the years, like the beach house, restrooms, and cabins.
The Glens became a registered National Natural Landmark during 1969, and, during 1993, became a State Park Natural Area to be protected and maintained in a natural state.
 The Falls Trail is a 7.1-mile loop hike. Starting at PA 118, it is 1.8 miles north along the creek through Ricketts Glen to Waters Meet, where the trail divides. Following the Glen Leigh branch, it is 1.2 miles north through the glen to the Highland Trail, then 1.0 mile west along the Highland Trail to Ganoga Glen. Turning southeast, it is 1.3 miles through Ganoga Glen back to Waters Meet, then the 1.8 miles through Ricketts Glen is retraced, but heading south back to PA 118.
The Falls Trail is a 7.1-mile loop hike. Starting at PA 118, it is 1.8 miles north along the creek through Ricketts Glen to Waters Meet, where the trail divides. Following the Glen Leigh branch, it is 1.2 miles north through the glen to the Highland Trail, then 1.0 mile west along the Highland Trail to Ganoga Glen. Turning southeast, it is 1.3 miles through Ganoga Glen back to Waters Meet, then the 1.8 miles through Ricketts Glen is retraced, but heading south back to PA 118.
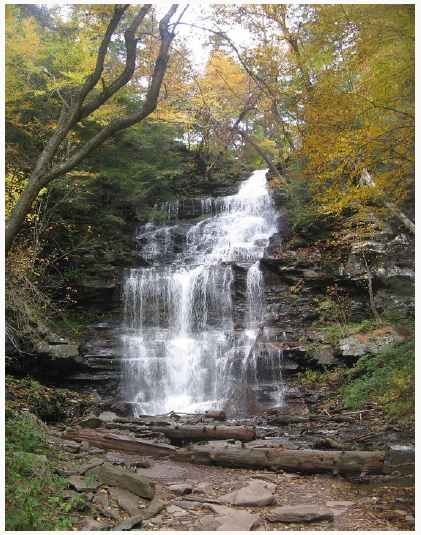
There are 22 named waterfalls in Ricketts Glen State Park. They range in height from 9 feet to 94 feet. The waterfalls are on the section of Kitchen Creek that flows down the Allegheny Front. Ganoga Falls is the highest of the waterfalls. Old growth timber and diverse wildlife add to the beauty. The waterfalls are the result of increased flow in Kitchen Creek from glaciers enlarging its drainage basin during the last Ice Age.
Natural wetlands, old growth forests, and majestic geological formations make Ricketts Glen an excellent choice for outdoor studies. From March to November, the environmental education specialist conducts hands-on activities, guided walks, and presentations on the natural and historical resources for school groups, scouts, civic organizations, and the general public.
Campers and visitors may check the bulletin boards and at the park office for listings of weekend programs and nature hikes. Curriculum-based environmental education programs are available to schools and organized groups. Call the park office to schedule a group program. A variety of professional development workshops are offered for teachers.
Before you head out to explore Ricketts Glen State Park, please take a moment to review the latest alerts and advisories. These updates are crucial for your safety and may impact your plans. Stay informed about trail closures, weather warnings, and other important information to ensure a safe and enjoyable visit. Parking one car at the top and one car at the bottom can be beneficial.
 The following guidelines will also help ensure a safe and enjoyable hiking experience while at the park.
The following guidelines will also help ensure a safe and enjoyable hiking experience while at the park.
- Always wear sturdy boots. Wearing sneakers, sandals, “water shoes” and “street shoes” can lead to serious accidents in this park.
- Be prepared. Have proper clothing and equipment (i.e. compass, map, matches, water, food, flashlight, etc.) available in case of an emergency. This is especially important when traveling remote trails or when hiking during non-summer seasons.
- Give yourself plenty of time for your hike. The weather changes quickly in the park. Plan to be off the trails well before dark.
- Let someone know where you are hiking and when you should return.
- Stay on the trails. Leaving the trail causes damage to unique natural resources, promotes erosion, and can be dangerous.
- Don’t take shortcuts from one trail section to another. Taking shortcuts down switchbacks is dangerous and causes trail damage.
- Double blazes indicate a change in the trail’s direction.
Adventure awaits at Ricketts Glen State Park in northeastern Pennsylvania. There is no question that Ricketts Glen is one of the most beautiful places on Earth; it is one of the most popular state parks in Pennsylvania. Activities include hiking, boating, swimming, picnicking, fishing, camping and much more. Be sure to add it to your bucket list. Check out their website for the most up-to-date information. The park is only 5 miles from Benton Foundry.
R
andy Kadtke retired in February of 2026. He spent nearly 15 years at Benton Foundry in the Quality Department. Randy helped setup the scanning portion of Benton Foundry. He was also a long-term Farrier Technologies employee.
Randy lives in Shickshinny with his wife, Kim. They have two sons and one daughter. They also have three grandsons that keep them very busy.
Randy plans on doing some fly fishing along with spending quality time with his family during his retirement. We wish you a long, healthy and happy retirement.
Congratulations Randy!
R
obert “Bob” Little retired in February of 2026. Bob has been at Benton Foundry for nearly 33 years. He worked in the core room as a core mover for most of his career. Bob had a knack for always finding cores. Nothing was “lost” when he was looking for it.
Bob lives in the Hughesville area with his wife Mary. In his spare time, he likes to do carpentry/drywall work and tinker on cars.
When asked what he wanted written in his retirement story, Bob said “I was here and now I’m gone.” We wish you a long, healthy and happy retirement.!
Congratulations Bob!

U
NIVERSITY PARK, Pa. — Flathead catfish, opportunistic predators native to the Mississippi River basin, have the potential to decimate native and recreational fisheries, disrupting ecosystems in rivers where they become established after their introduction or invasion from a nearby river drainage. That concern led a team of researchers from Penn State, the U.S. Geological Survey (USGS), and the Pennsylvania Fish and Boat Commission to assess how flatheads are affecting the food web and energy flow in the Susquehanna River in Pennsylvania, where they were first detected in 1991. Their population has grown rapidly in the decades since.
“Flatheads grow fast in this river system, attain large body sizes and can eat a variety of prey,” said study first author Olivia Hodgson, a master’s degree student in Penn State’s Intercollege Graduate Degree Program in Ecology. “Because adult flatheads have few natu-ral predators, flathead catfish can exert strong control over the ecosystem.”
Hodgson is working with Tyler Wagner, a scientist with the USGS Pennsylvania Coopera-tive Fish and Wildlife Research Unit Program and a Penn State affiliate professor of fisheries ecology. He is senior author on the study. In findings published Sept. 4th in Ecology, the researchers reported that flathead catfish are apex predators.

Flatheads had the highest trophic position — the level an organism occupies in a food web, based on its feeding relationships — even higher than resident top predators such as smallmouth bass and channel catfish. Channel catfish had a lower trophic position in areas with flathead catfish. This means they now eat lower on the food chain, likely because they are being outcompeted by flatheads or avoiding them, the researchers explained. In areas with flathead catfish, they found, all species showed broader and overlapping diets.
“This suggests that resident species are changing what they eat to avoid competing with or being eaten by the invader,” Hodgson said. “These findings support the ‘trophic disruption hypothesis,’ that says when a new predator enters an ecosystem, it forces existing species to alter their behavior, diets and roles in the food web. This can destabilize ecosystems over time. Our study highlights how an invasive species can do more than just reduce native populations — it can reshape entire food webs and change how energy moves through ecosystems.”
Although the predatory effects of invasive catfishes on native fish communities have been documented — such as in a recent study on the Susquehanna River led by researchers at Penn State — the impacts of invasion on riverine food webs are poorly understood, Hodgson noted. This study quantified the effects of invasive flathead catfish on the food web in the Susquehanna by comparing uninvaded river sections to invaded sections, focusing on several key species: flathead catfish — invader, channel catfish and smallmouth bass — resident predators, and crayfish and minnows — prey.
In addition to evaluating trophic position, the researchers analyzed the isotopic niche occupied by the fish species — the range of carbon and nitrogen markers found within the tissues of an organ-ism, reflecting its diet and habitat, providing insights into its ecological role.
To reach their conclusions, the researchers employed stable isotope analysis, a widely used tool that can explain patterns within a food web, highlighting links between trophic positions, as well as the breadth and overlap of trophic niches. Stable isotope analysis is especially useful for studying invasion ecology, such as investigating trophic reorganization and trophic overlap between introduced and resident species.

When fish eat, their bodies incorporate the isotopic signature of their food. By sampling their tissues, scientists can measure nitrogen isotopes and determine their diet, carbon isotopes to determine habitat use, and compare isotopic signatures across regions to deduce fish migration or habitat shifts. For this study, channel catfish, smallmouth bass, minnows and crayfish were selected as focal species because a previous diet analysis conducted in collaboration with Penn State, USGS, and Pennsylvania Fish and Boat Commission researchers within the Susquehanna Riv-er, showed that these species are important prey for flathead catfish.
The researchers collected a total of 279 fish and 64 crayfish for stable isotope analysis, including 79 flathead catfish, 45 smallmouth bass, 113 channel catfish and 42 minnows comprising nine species. All samples were oven dried and ground to a fine powder using a mortar and pestle. Stable isotope samples were sent to Penn State’s Core Facilities and the Michigan State University Stable Isotope Laboratories for isotope determination.
“Stable isotope analysis explained patterns within the Susquehanna food web in habitats invaded and not invaded by the flathead catfish, and it allowed us to understand links between different species in the river food web and how invasive species might lead to changes in how native species interact and compete, what they eat and how their diets overlap, and if they might be displaced from preferred habitats by the invader,” Hodgson said. “We were able to infer resource use, helping us to better understand potential competition for resources and how this changes when flathead catfish become established.”
 Contributing to the research were: Sydney Stark, recent Penn State graduate with a master’s degree in wild-life and fisheries science; Megan Schall, associate professor of biology and science at Penn State Hazleton; Geoffrey Smith, Susquehanna River biologist for the Pennsylvania Fish and Boat Commission; and Kelly Smalling, research hydrologist with the U.S. Geological Survey, New Jersey Water Science Center. Funding for this research was provided by Pennsylvania Sea Grant and the U.S. Geological Survey.
Contributing to the research were: Sydney Stark, recent Penn State graduate with a master’s degree in wild-life and fisheries science; Megan Schall, associate professor of biology and science at Penn State Hazleton; Geoffrey Smith, Susquehanna River biologist for the Pennsylvania Fish and Boat Commission; and Kelly Smalling, research hydrologist with the U.S. Geological Survey, New Jersey Water Science Center. Funding for this research was provided by Pennsylvania Sea Grant and the U.S. Geological Survey.
C
ongratulations to David Buma, Benton Foundry’s 1st shift Employee of the Quarter. David works in the Maintenance Department as a Diesel Mechanic and has been employed at the Foundry since 2020. David was a recipient of the Benton Foundry scholarship at Pennsylvania Col-lege of Technology in Williamsport, for which he is a graduate. He lives in Stillwater. In his spare time, David enjoys spending time with his girlfriend Kelly, doing yard work, working on his truck and hanging out with friends. Congratulations David!
Awesome Job!

C
ongratulations to Ed Evans, Benton Foundry’s 2nd shift Employee of the Quarter. Ed has been employed at the Foundry since 1995. He currently works in the Molding Department as a machine operator. Ed has gotten this award in the past. Ed lives in the Benton area with his wife Kimberly and their children. He enjoys hunting, fishing, attending his kids’ sporting events and spending time with his family when he isn’t working. Congratulations Ed!
Amazing Job!

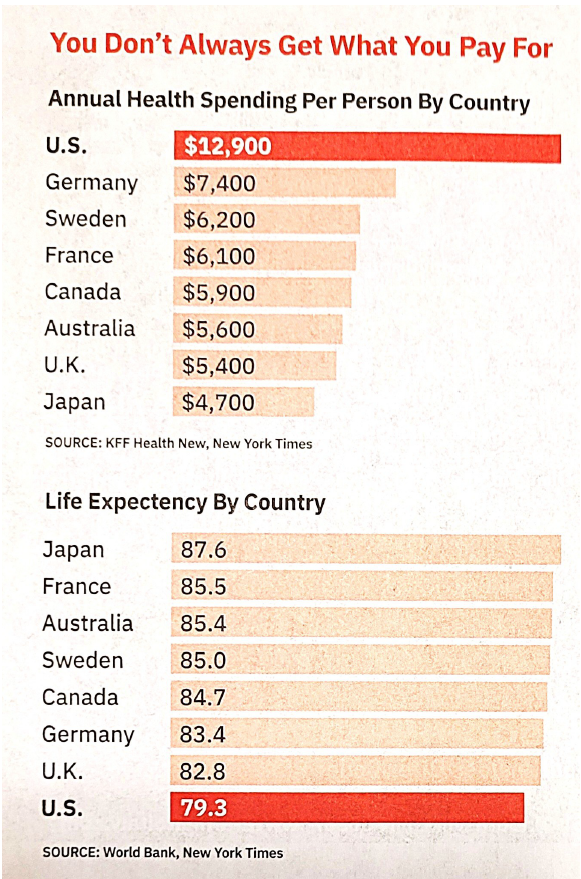
~ Kiplinger Retirement Report—February 2024

Matthew Conley
Myriam Mayorga
Ed Posluszny
Cynthia Newhart
Jervin Barrientos
John Hospodar
Cheryl Brown
Cody Snyder
Bo Boston
Joe Vanderlick
Lynn Miller
Gary Younkers Jr.
Chad Davis
Samuel Salmeron
Matt Kittle
Sabina Lopez
Yader Lara
David Emmett
Crystal Applegate
Colston Gowin
Samuel Bennick
Chris Diltz
Justin Hodgson
Jackie Showers
Sheila Vansock
Nick Wilson
Bob Houser
Xenia Ponce
Colin Jandrasitz
Boyd Lore
John Harvey
Austin White
Dave Eveland
Jordan Winn
Joy Wolfe
Cody Bown
Juan Ponce
Jose Mendoza
Albert Phillips
Kendra Ferguson
Roxi Ortiz
Steven Saxe
Ben Gonzalez
Bobby Campbell
Anllely Miranda
Elizabeth Strauch
Theresa Kubasek
Tamara Mabus
Erik Damgaard
Brittan Kittle
William J. Ferguson
Nelson Lemus
Jose Lopez
Amanda Carrasquillo
Bill Ferguson Jr.
Kevin Trychta
Sergio Aguilera
Rob Bowman
Jim Lechleitner
Matthew Lindstrom
Gabriel Perez
Martha Pineda

Which animal freezes solid in the winter and then thaws in the spring?
Answer will be in 2nd Quarter 2026.
When did the New Year’s Eve Ball first drop in Times Square?
1907
| Ben Gonzalez | Highest Foxall Uptime |
| Samuel Salmeron | Highest Grinding Efficiency |
| David Straub | Highest Molding Efficiency |
| David Straub | Highest Molds per Hour |
| Ed Evans | Lowest Molding Scrap Rate |
| Nico Combarro | Highest Core Production Efficiency |
| Myriam Mayorga | Highest Core Assembly Efficiency |
Awesome Job to ALL EMPLOYEES: Our 2026 Q1 scrap rate was our best quarterly scrap rate in over 6 years and our March 2026 scrap rate was our best month in recent history!
Kudos to Chris Newhart and Jordan Winn: DisaL scrap rate for 2026 Q1 was significantly improved and scrap rate in March was the lowest in several years.
Good Job to Dayshift Melt Department for reducing iron downtime during 2026 Q1.
Thanks to Olivia Schechterly and Elissa Romberger for always offering to help in the production office.
Kudos to Jim Lamoreaux and Elly Nethercott for their willingness to learn new tasks and help out where it is needed.
Congratulations to Ana Ponce on the birth of her son.
Awesome Job to Olivia Schechterly for training a new em-ployee in one job, while learning a new job herself.
Great Job to TJ Miller for learning core box setup.
Thanks to Andy Spencer for helping in several different roles and doing an excellent job wherever needed.
Thanks to the production employees that routinely help with maintenance on non-production days.
Congratulations to Millie Masso for being in the top five AFS (e-learning) students in the month of January.
Thanks to Kurtis Hunsinger and Chris Diltz for their extra efforts on 2nd shift Maintenance.
Kudos to Stephanie Selman-Guffey, Cohan Nafus and Gabe Keller for completing Overhead Crane Inspection Training and passing the Certification Exam.
“The Wisdom Well”
Go as far as you can see;
when you get there,
you’ll be able to see farther.
~ Thomas Carlyle
